技術資料TECHNICAL
参考空気圧力および空気量
|
ノズル径 Φmm |
圧力 | 0.19MPa 2kgf/cm2 |
0.29MPa kgf/cm2 |
0.39MPa 4kgf/cm2 |
0.44MPa 4.5kgf/cm2 |
0.49MPa 5kgf/cm2 |
0.59MPa 6kgf/cm2 |
0.69MPa 7kgf/cm2 |
|---|---|---|---|---|---|---|---|---|
| 空気量/断面積cm2 | l/min | l/min | l/min | l/min | l/min | l/min | l/min | |
| 4.0 | 0.125 | 433 | 580 | 720 | 795 | 865 | 1,010 | 1,150 |
| 5.0 | 0.196 | 680 | 905 | 1,130 | 1,240 | 1,360 | 1,580 | 1,800 |
| 6.0 | 0.286 | 990 | 1,340 | 1,650 | 1,830 | 1,930 | 2,300 | 2,640 |
| 7.0 | 0385 | 1,330 | 1,780 | 2,220 | 2,450 | 2,670 | 3,100 | 3,560 |
| 8.0 | 0.502 | 1,740 | 2,320 | 2,900 | 3,200 | 3,480 | 4,060 | 4,640 |
| 9.0 | 0.635 | 2,197 | 2,933 | 3,664 | 4,026 | 4,401 | 5,131 | 5,867 |
噴射量と研掃面積(直圧式)
| ノズル径 | Φm/m | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 |
| 空気量 | m3/min | 0.25 | 0.55 | 0.98 | 1.53 | 2.2 | 3.0 | 3.92 | 4.96 | 6.1 | 7.4 | 8.8 | 10.3 | 12.0 | 13.8 |
| 砂の噴射量 | kg/hr | 25.5 | 56 | 100 | 156 | 224 | 306 | 400 | 506 | 622 | 755 | 900 | 1,050 | 1,220 | 1,400 |
| グリットの噴射量 | kg/hr | 74 | 160 | 290 | 450 | 650 | 890 | 1,160 | 1,470 | 1,800 | 2,200 | 2,600 | 3,050 | 3,550 | 4,080 |
| 研掃面積 | ㎡/hr | 0.7 | 1.5 | 2.7 | 4.2 | 6.0 | 8.2 | 10.7 | 13.6 | 16.7 | 20.2 | 24.1 | 28.2 | 32.7 | 37.5 |
ブラストキャビネット直圧式・吸引式構造
直圧式
ブラストタンクに研削材を投入し、フットペダルを踏み込むとタンク内が加圧され自動閉止弁が閉じます。
研削材はジョイントホースからの圧縮エアと合流、ブラストバルブで調整されてブラストホース内を圧送されます。さらにノズル先端のベンチュリー効果(流体の流れを絞ることにより、流速を上げる)により加速し、強力に噴射します。
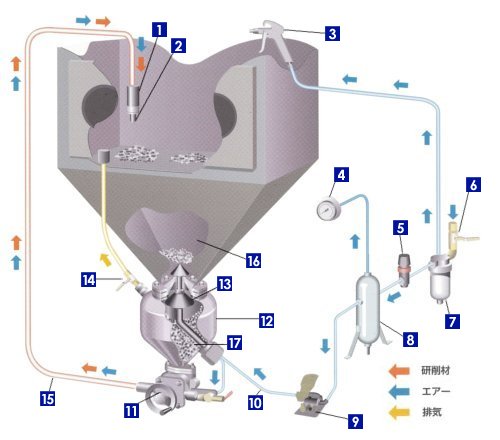
- 1ノズルホルダー
- 2ブラストノズル
- 3エアダスター
- 4圧力計
- 5レギュレーター
- 6元バルブ
- 7エアフィルター
- 8エア溜めタンク
- 9フットペダル
- 10ジョイントホース
- 11ブラストバルブ
- 12ブラストタンク
- 13自動閉止弁
- 14排気弁
- 15ブラストホース
- 16ホッパーシュート
- 17研削材
吸引式
元バルブを開けてフットペダルを踏み込みます。
ブラストガンの先端(噴射)ノズルにエアを吹き込むことにより、ガン内部に強力な吸引作用が発生して、ホッパーシュート下部の研削材吸引口から調整された研削材を吸引します。
研削材は圧縮エアと合流し、空気の流速とともにノズルから強力に噴射します。
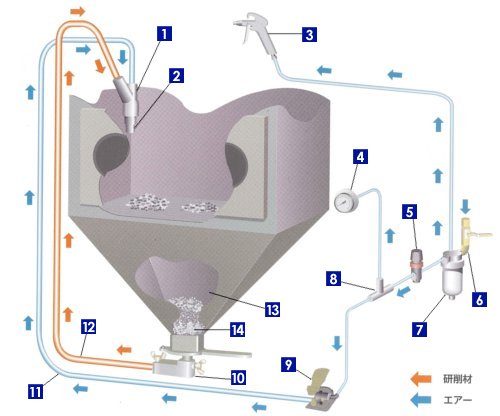
- 1ノズルホルダー
- 2ブラストノズル
- 3エアダスター
- 4圧力計
- 5レギュレーター
- 6元バルブ
- 7エアフィルター
- 8チーズジョイント
- 9フットペダル
- 10研削材吸引口
- 11エアホース
- 12ブラストホース
- 13ホッパーシュート
- 14研削材
ブラスト装置設置にあたっての届出・義務
ブラスト装置の設置を行う事業者は、密閉設備あるいは換気装置の設置、労働基準監督署への届出、自主点検の実施、作業者への「粉じん作業特別教育」を行う必要があります。ブラスト装置を用いたサンドブラスト作業は、粉じん障害防止規則第2条に上げられる粉じん作業に該当するためです※1。
ブラスト作業を行う事業者は粉塵の発散防止のため、密閉設備の用意、あるいは「局所排気装置」、「プッシュプル型換気装置」、「全体換気装置」のいずれかを設置しなければなりません。これらの措置が不可能である場合は、粉じん障害防止規則一部適用除外認定を申請し、認められる必要があります※2。
また、「局所排気装置」、「プッシュプル型換気装置」、「全体換気装置」の設置や移転・変更を行う事業者は、設置・移転工事開始日の30日前までに、所轄労働基準監督署に届出をしなければなりません※3。
運用開始後、労働基準監督署による実地検分が行われます。届出内容との相違点、指摘点などあれば改善命令が出されますので、改善計画等の提出が必要となります。
これらの装置は一年以内ごとに一回、定期的に自主検査を行わなければなりません。検査項目は機械の種類によって異なります※4。
また、事業者は常時粉じん作業を行う場合、労働者の健康被害防止のため、作業者に「粉じん作業特別教育」を受けさせる必要があります※5。
- 粉じん障害防止規則別表第26号、7号
- 粉じん障害防止規則第4条表4号、5号、6号及び9条
- 労働安全衛生法第88条1項
- 粉じん障害防止規則第17条2項
- 労働安全衛生法第59条3項、労働安全衛生規則第36条、労働安全衛生規則第36条29項
提出書類一覧
-
機械等設置届(様式第20号)
- 事業の種類
- 事業場の名称
- 常時使用する労働者数
- 従事労働者数他
- 局所排気装置摘要書(様式第25号)あるいはプッシュプル型換気装置摘要書(様式第26号)
-
案内図・配置図(会社地図)
- 事業場の周囲の状況及び四隣との関係を示す図面(設置対象の建物を彩色)
-
局所排気装置設置図面
- 作業場の建物内配置図:建物平面図及び立面図(設置対象室を彩色)
- 主要な機械等の配置を示す図面:設置室内図(設置対象設備を彩色)
- ダクト系統展開図
- 局所排気装置計算書
- 局所排気装置詳細図
- ブラストキャビネット装置図面
- ブロワ組立外形図、断面構造図
- ブロワの性能曲線図
提出先
- 所轄労働基準監督署
提出期限
- 設置・移転工事開始日の30日前
資料
- 安全衛生情報センター労働安全衛生規則 様式第二十号
- 安全衛生情報センター労働安全衛生規則 別表第七
- 統計局日本標準産業分類 製造業
- 安全衛生情報センター有機溶剤中毒予防規則
- 安全衛生情報センター労働安全衛生法施行令 別表第六の二
- 安全衛生情報センター労働安全衛生規則 様式第二十五号
- 安全衛生情報センター労働安全衛生規則 様式第二十六号
- 安全衛生情報センター粉じん障害防止規則 別表第二
- 安全衛生情報センター粉じん障害防止規則 様式第二号
- 厚生労働省全国労働基準監督署の所在案内
- 安全衛生情報センター労働安全衛生法
- 安全衛生情報センター労働安全衛生規則
- 安全衛生情報センター粉じん障害防止規則
- 安全衛生情報センター労働安全衛生法施行令
- 安全衛生情報センター有機溶剤中毒予防規則
- 機械等設置届(様式第20号)(20KB)
- 局所排気装置摘要書(様式第25号)(24KB)
- プッシュプル型換気装置摘要書(様式第26号)(22KB)
- 粉じん障害防止規則一部適用除外認定申請書(様式第2号)(13KB)